

Hands on e prova sul campo
Indice

Siamo giunti al momento più interessante, la prova sul campo che ci porta a scoprire cosa ci riserva questa piccola Q5.
Ma freniamo l’entusiasmo, forse è il caso di controllare gli estep dell’estrusore prima di lanciarci alla creazione di meravigliose stampe 3d (si spera). Ed è qui che scopriamo il primo piccolo contrattempo, a dire il vero abbastanza comune in tutte le stampanti 3D out of box.
Gli estep sono impostati su un valore di 367, che per il titan extruder sono un po’ meno del necessario, circa il 10%. La procedura di calibrazione degli estep ci ha portati ad un valore di circa 408.
Purtroppo il firmware non ci consente di modificare questo parametro direttamente da touchscreen e siamo stati costretti ad intervenire collegando la stampante al PC (oppure modificando il file di configurazione che si usa per il flash del firmware).
Al fine di risparmiare tempo rilasciamo qui di seguito il firmware con questo parametro già modificato, basterà dunque inserire i file nell’SD, attendere che il firmware venga correttamente fleshato ed il parametro sarà corretto.
Per via delle tolleranze che ogni motore presenta, sarebbe il caso di effettuare questa calibrazione per ogni singola stampante, tuttavia anche nella peggiore delle ipotesi non ci sposteremo di molto dal numero riscontrato su questo sample.
FIRMWARE Q5
Finalmente possiamo stampare il nostro primo cubo…. per iniziare lo stamperemo parzialmente e vuoto, con una sola parete, per valutare e calibrare il flusso armandoci di calibro.
Siamo consapevoli che queste prassi possano risultare tediose, specialmente quando si ha l’ansia di scoprire cosa la nostra nuova macchina possa fare, ma per una corretta valutazione è giusto procedere in modo ordinato e corretto (abbiamo già iniziato a lavorare su una serie di guide generiche riguardo queste piccole ma importanti procedure, pertanto vi invitiamo a controllare il sito di tanto in tanto…. magari qualche contenuto interessante potrebbe far capolino da un giorno all’altro).

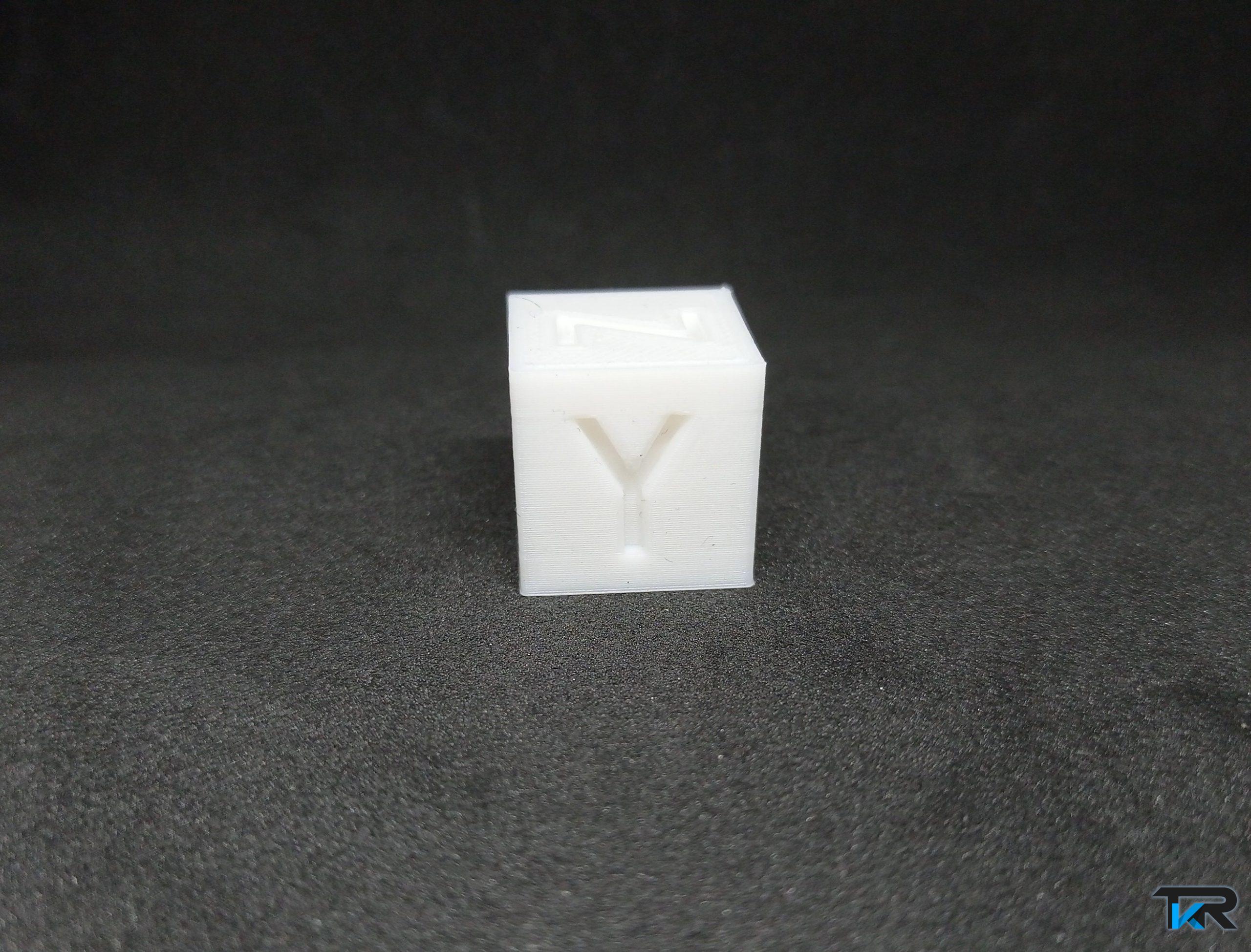

Ed ecco la prima stampa completa. Un cubo di calibrazione, stampato con altezza layers 0.2 ed a 70mm/s per le pareti interne, 60mm/s per le esterne e 90mm/s per il riempimento. Le accelerazioni sono state impostate su un modico valore di 2000mm/s^2 per tutto (ad esclusione del primo layer).
Il calibro ci ha indicato un valore di 1.97 per x , 1.99 per y e 2.02 per z. Un ottimo risultato con degli scarti che sono al limite delle tolleranze del calibro utilizzato.
Benchy



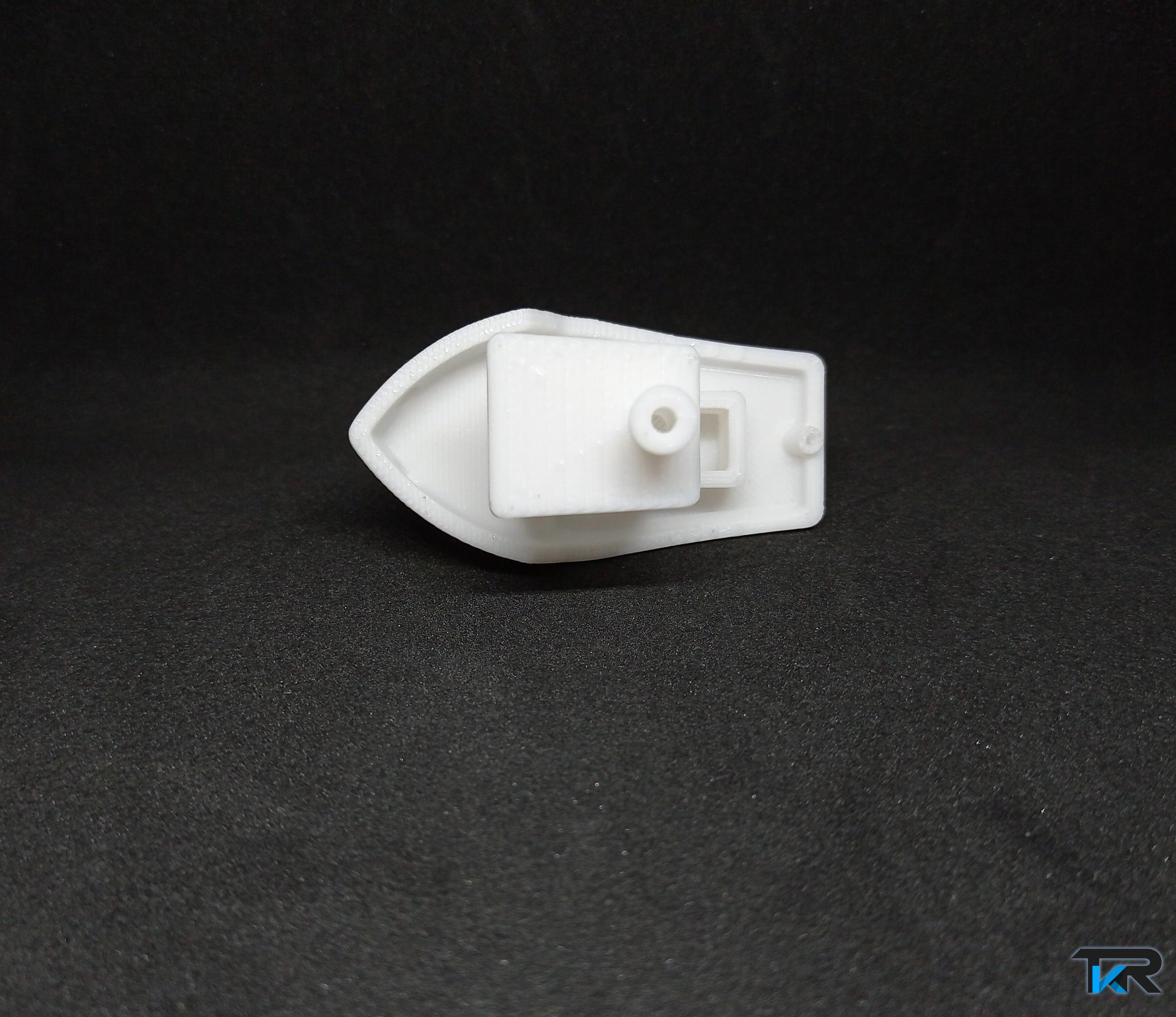
Purtroppo la Benchy ci ha fatto provare i primi dolori, abbastanza comuni nelle stampanti entry level. La nostra barchetta nel complesso è stata stampata discretamente. Ma il cooling sul materiale ci ha impedito di ottenere un risultato soddisfacente nell’overhang più cattivo della benchy, cioè la prua.
Si tratta di una “svista” abbastanza diffusa tra i produttori di stampanti 3d. Il chè è anche bizzarro, considerando che le stampanti entry level abbiano come focus la stampa del PLA e che proprio questo materiale sia tra i più bisognosi di un cooling ben pensato e realizzato al fine di ottenere sbalzi puliti e convincenti.
Sostituiamo il Fanduct
Sarebbe inutile proseguire con qualche altra stampa utilizzando il sistema di cooling originale. Sembra sufficientemente lapalissiano che questa Q5 abbia delle ottime potenzialità, in termini di pulizia di stampa, ma che vengono sabotate da un fanduct infelicemente realizzato.
Fortunatamente dei files su thingiverse ed un pizzico di manualità su meshmixer, ci hanno consentito di tirar fuori un fanduct decisamente più performante. Qui di seguito troverete il link per il nostro modello.

FANDUCT THINGIVERSE
Ritentiamo la Benchy



In particolare attenzioniamo un particolare che mostra una grossa differenza


Con il nuovo sistema di raffreddamento la musica cambia notevolmente. Siamo passati da un brutto overhang, ad un risultato pulito e convincente. La benchy è stata stampata bene, con velocità leggermente più lente di quelle usate per il cubo, rallentando a 40mm/s la velocità per le pareti esterne ed a 50mm/s per le interne.
Abbiamo usato lo stesso identico gcode della benchy precedente, pertanto l’unica differenza risiede proprio nel raffreddamento. Incredibile come un cooling meglio realizzato possa fare così tanta differenza con il PLA, non trovate? Con questo materiale il raffreddamento ha un’importanza cruciale, e spesso molte “brutture” possono essere il risultato di un flusso d’aria mal indirizzato.
Owl test




Ed eccoci con il nostro gufetto, realizzato sempre con il nostro sistema di raffreddamento customizzato ed utilizzando le stesse velocità con cui è stata realizzata la benchy. Il risultato ottenuto è abbastanza buono. In un paio di spigoli si nota un’adesione non perfetta, ma in questo dobbiamo fare mea culpa. Dopo qualche stampa, specialmente nello stesso punto, andrebbe pulito per bene il piano, in particolar modo quando usiamo un ultrabase. Tuttavia si tratta di una piccolezza che non ha compromesso il risultato finale e ci dà l’occasione di sottolineare come la pulizia in questo tipo di piatti faccia la differenza. Sarebbe meglio evitare sgrassatori o prodotti particolarmente aggressivi, che a lungo andare potrebbero danneggiare la microforatura, ed utilizzare invece del semplice denaturato ad alta concentrazione alcolica, pulendo il tutto con un panno morbido. Dopo questa parentesi , torniamo sulla stampa 3D , prima che l’hobby per le pulizie domestiche prenda il sopravvento.
Stringing Test
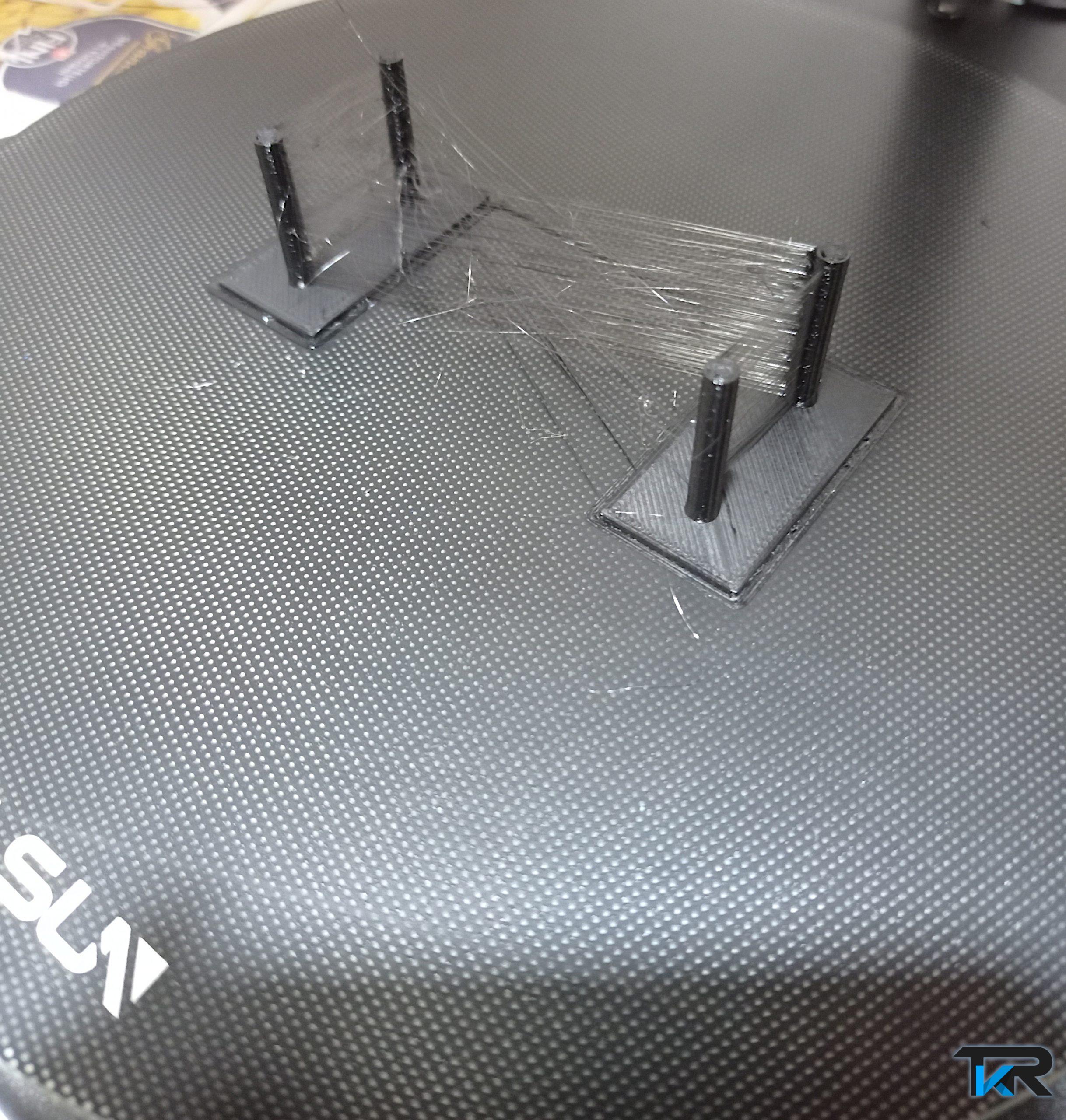
Utilizzare il PLA per questo test, dopo aver già stampato una benchy, sarebbe stato poco indicativo e dall’esito scontato, la Q5 non ha problemi con il PLA, dunque siamo stati un po’ più severi ed abbiamo utilizzato del PETG. Dopo tre tentativi, questo è il miglior risultato a cui siamo arrivati. Va specificato che abbiamo usato un PETG davvero rognoso, uno di quelli più inclini allo stringing tra quelli che abbiamo testato (chiaramente con un direct drive questo difetto è comunque assente).
La foto probabilmente amplifica il difetto, che in realtà è per lo più limitato a fili sottili, ma sembra abbastanza chiaro che il lungo tubo di ptfe crei qualche problema e limite nelle retrazioni quando iniziamo a spostarci su materiali proni a questo tipo di problematiche (il TPU darebbe risultati peggiori, ad esempio).
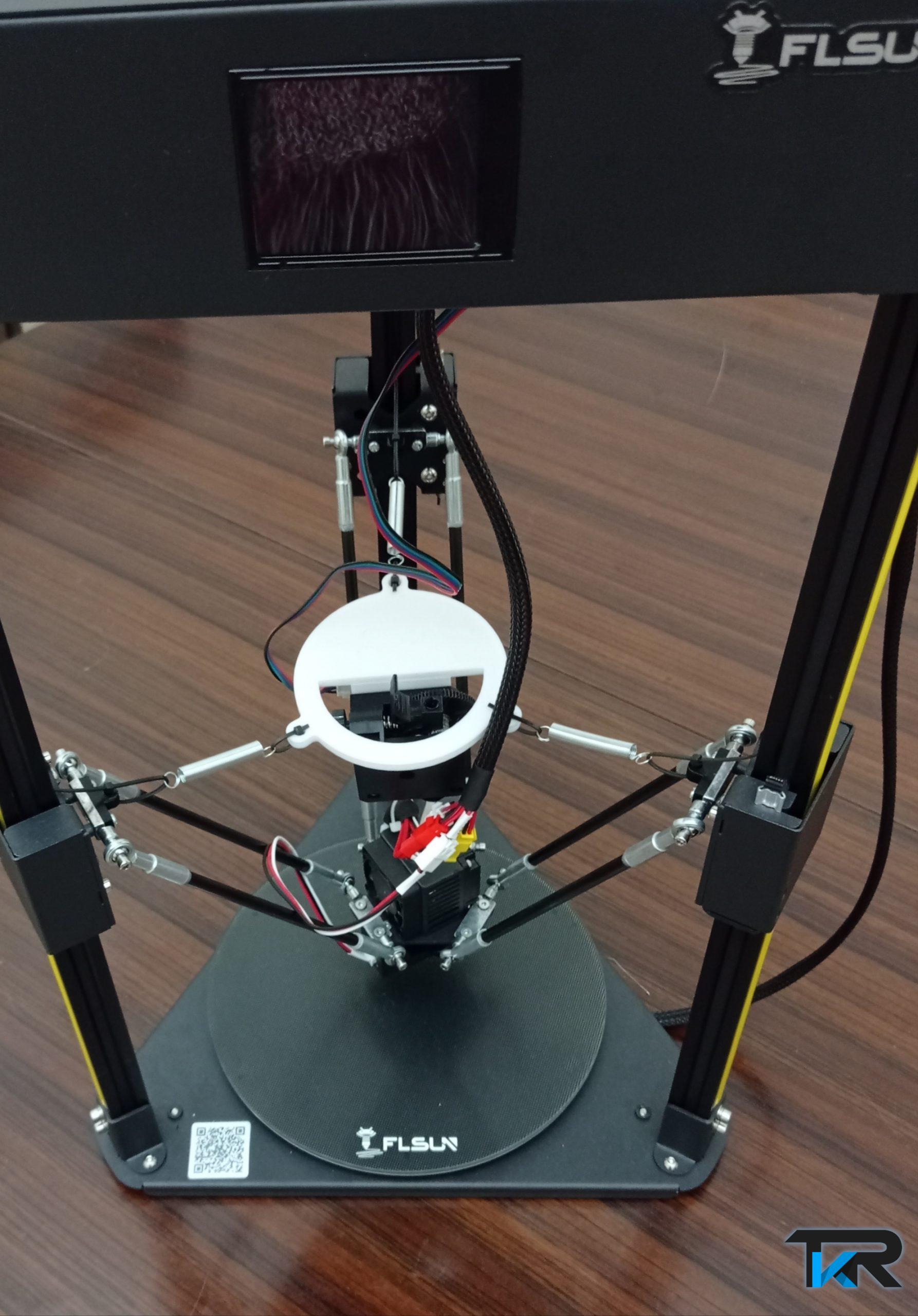
Dopo aver sperimento il flying extruder sulla QQS (QUI) non potevamo esimerci dal testarlo anche sulla Q5. Abbiamo disegnato dei modelli che ci consentono di installarlo abbastanza rapidamente e troverete di seguito i files richiesti.
FLYING EXTRUDER THINGIVERSE
Ancora una volta abbiamo usato molle e fascette come fatto in precedenza, ma in questo caso la sostituzione del motorino con uno più leggero (pancake nema17) diventa più un obbligo che una soluzione consigliata. Gli eccentrici non sorreggono bene il peso del motore originale ed otterremo scompensi sul levelling, così come una caduta dell’effector sul piano di stampa, non appena gli stepper motor si disabilitano. Dunque l’esborso di 11-12 euro (QUI) per un pancake diventa un requisito essenziale. Una piccola e sensata aggiunta potrebbe inoltre essere quella di sostituire il tubo in ptfe originale con un capricorn (QUI).
Basterà scollegare il cavo originale, disassemblare l’estrusore ed il motore, per poi collegare il nuovo cavo e successivamente farlo passare dal buco sul top sino all’effector. Infine assemblare nuovamente l’estrusore con i modelli stampati.
STRINGING TEST

Il risultato ottenuto è qualitativamente molto differente ed inoltre abbiamo potuto diminuire la distanza di retrazione , ottenendo retrazioni più silenziose.
Questa particolare soluzione per l’estrusore sulle stampanti delta, dona alla Q5, così come visto anche sulla QQS, delle performance migliori con materiali proni allo stringing.