
Introduzione
Indice

Eccoci al nostro primo capitolo di una serie dedicata alle calibrazioni basilari di una stampante 3D.
Siamo consapevoli che una volta preso in mano lo scatolo contenente la stampante 3D, la foga di unboxarla e poi correre a stampare di tutto sia forte, tuttavia ci sono una serie di calibrazioni essenziali da fare, al fine di ottenere risultati corretti.
Una delle calibrazioni più importanti è sicuramente quella che riguarda l’estrusore ed il flusso, al fine di evitare sovraestrusione e sottoestrusione.
La procedura è abbastanza semplice. Inizieremo a calibrare gli step/mm dell’estrusore.
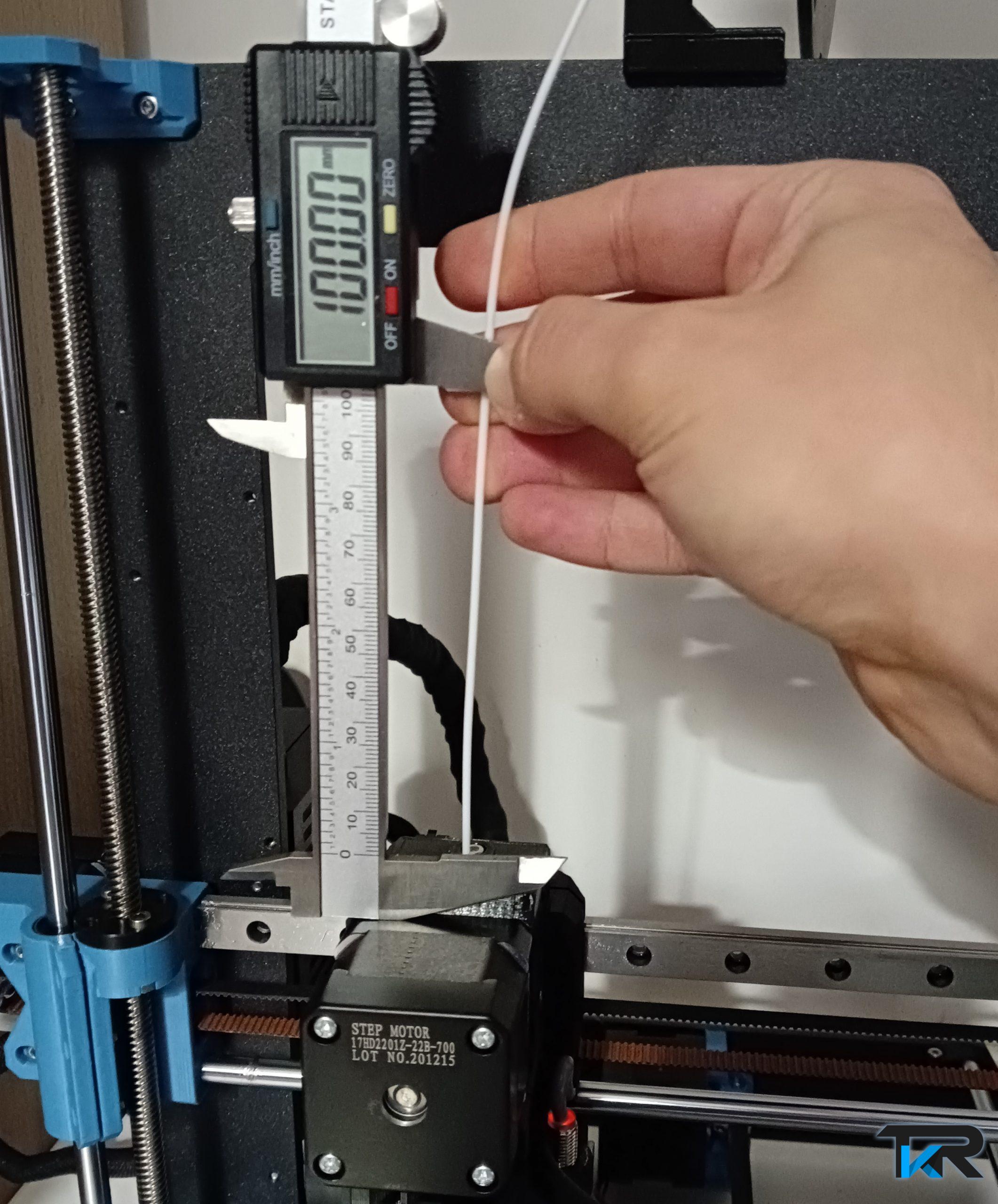
Segneremo un segmento di filamento all’ingresso dell’estrusore, in questo caso di 10cm e faremo estrudere alla stampante questi 10cm di filamento, o tramite LCD, se possiede questa funzione, oppure collegandola al PC, tramite pronterface (scaricabile QUI) o repetier-host (scaricabile QUI) e simili. Ogni firmware presenta Gcode differenti, ma usando Marlin, sarà possibile farlo tramite il comando G1 E100 F100.
Se si possiede una stampante con sistema bowden, è possibile estrudere il filamento senza farlo passare dall’hotend, contrariamente, se la stampante ha un sistema direct drive (come nella mk3s nell’immagine) si è costretti ad estruderlo facendolo passare dall’hotend e dunque dal nozzle. Al fine di diminuire quanto più possibile le variabili dipendenti dall’hotend (come capacità di flusso ecc), è consigliabile utilizzare una temperatura elevata, ad esempio 220-230 gradi per il PLA, ed un feedrate basso, F100 o F50, in modo da estruderlo lentamente.
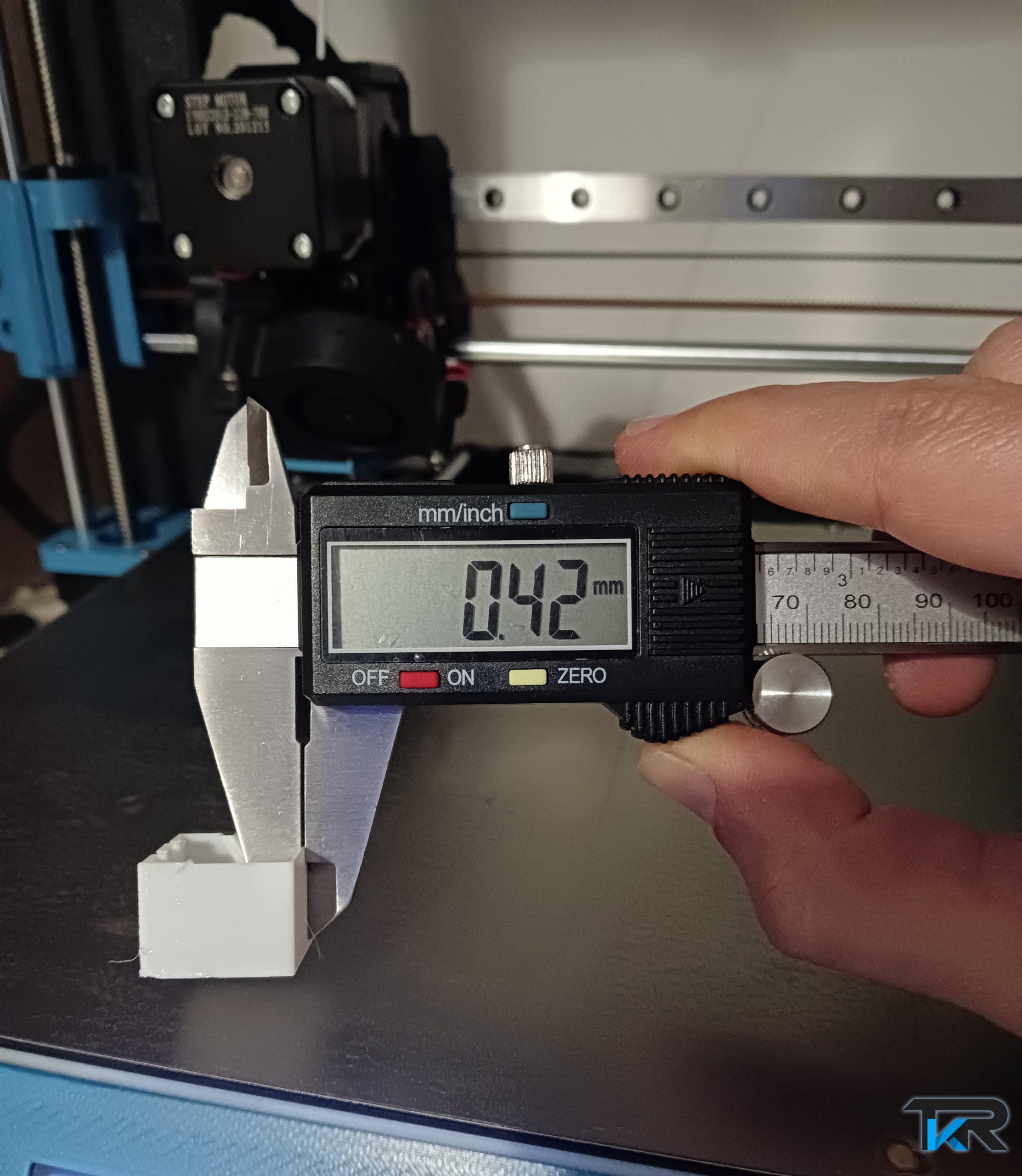
Una volta estrusi i 10cm nominali di filamento andremo a misurare il valore reale . Ipotizziamo ad esempio che la nostra stampante abbia estruso 98.5 mm di filamento anziché 100mm. Per impostare il valore corretto dei nostri step/mm basterà applicare una formula molto semplice. Faremo la seguente divisione:
(Valore nominale)/(valore realmente estruso)
Nel nostro esempio: 100/98.5
Infine moltiplicheremo il risultato per il valore di step/mm attualmente salvato nella EEPROM.
Per conoscere il valore attuale degli step/mm si potrà usare lo schermo LCD, se possiede questa funzione. In particolare se si possiede un firmware basato su Marlin, si troverà questo parametro in configurazioni→ configurazioni avanzate → step/mm.
Altrimenti si dovrà nuovamente ricorrere a pronterface (o simili) e, sempre se si tratta di Marlin, digitare il comando M503 per leggere tutti i parametri salvati su EEPROM, tra cui il dato che ci interessa.
Ipotizziamo di avere un valore salvato di 404. Moltiplicheremo il risultato della divisione fatta precedentemente proprio per 404. Nel nostro esempio otterremo un nuovo valore, di 410.15.
A questo punto non resta che salvare il valore su EEPROM.
Ancora una volta sarà possibile farlo da LCD, sempre in configurazioni avanzate, se il firmware lo consente, altrimenti, agiremo tramite PC e Gcode.
Il Gcode che fa al caso nostro è M92 E410.15.
M92 è il comando che ci permetterà di settare gli step per mm, la lettera E indica che vogliamo settare il valore per l’estrusore ed infine 410.15 è il numero che abbiamo usato per il nostro esempio.
Il nuovo valore è stato correttamente impostato e non resta che salvarlo su EEPROM, in modo che anche spegnendo e riaccendendo la stampante non si perda la calibrazione appena fatta. Anche in questo caso è possibile farlo sia tramite LCD, con il comando “Salva su EEPROM”, generalmente situato sempre tra le configurazioni, oppure tramite Gcode M500.