

Test e stampe
Indice

Abbiamo testato questo V6 CHC sulla nostra KP3s (recensita QUI), cui abbiamo installato alcune modifiche al fine di adattare l’hotend. Nello specifico abbiamo sfruttato le dimensioni contenute del blocchetto al fine di migliorare il cooling sul materiale. Il piccolo ingombro di questo blocco ceramico, soprattutto se paragonato alle dimensioni del V6 standard, tende a lasciare molto più spazio utile per realizzare un fan duct ben indirizzato. Il CHC è inoltre un hotend piuttosto leggero, il chè lo rende particolarmente adatto per stampanti con X a sbalzo, come la KP3s o la Prusa mini (previo adattamento) , in cui il peso sul carrello ha la sua rilevanza.
Prima di vedere dei test con alcuni materiali, va però fatta una precisazione importante e probabilmente utile. Utilizzare correttamente questo hotend necessita di una modifica nella configurazione del firmware. Sulla KP3s, configurata con Marlin, abbiamo dovuto cambiare il termistore definito nel numero 5, ovvero ATC Semitec 104GT-2/104NT-4-R025H42G. Utilizzare una scorretta configurazione porta ad errori di lettura da parte del termistore.
TEST PLA

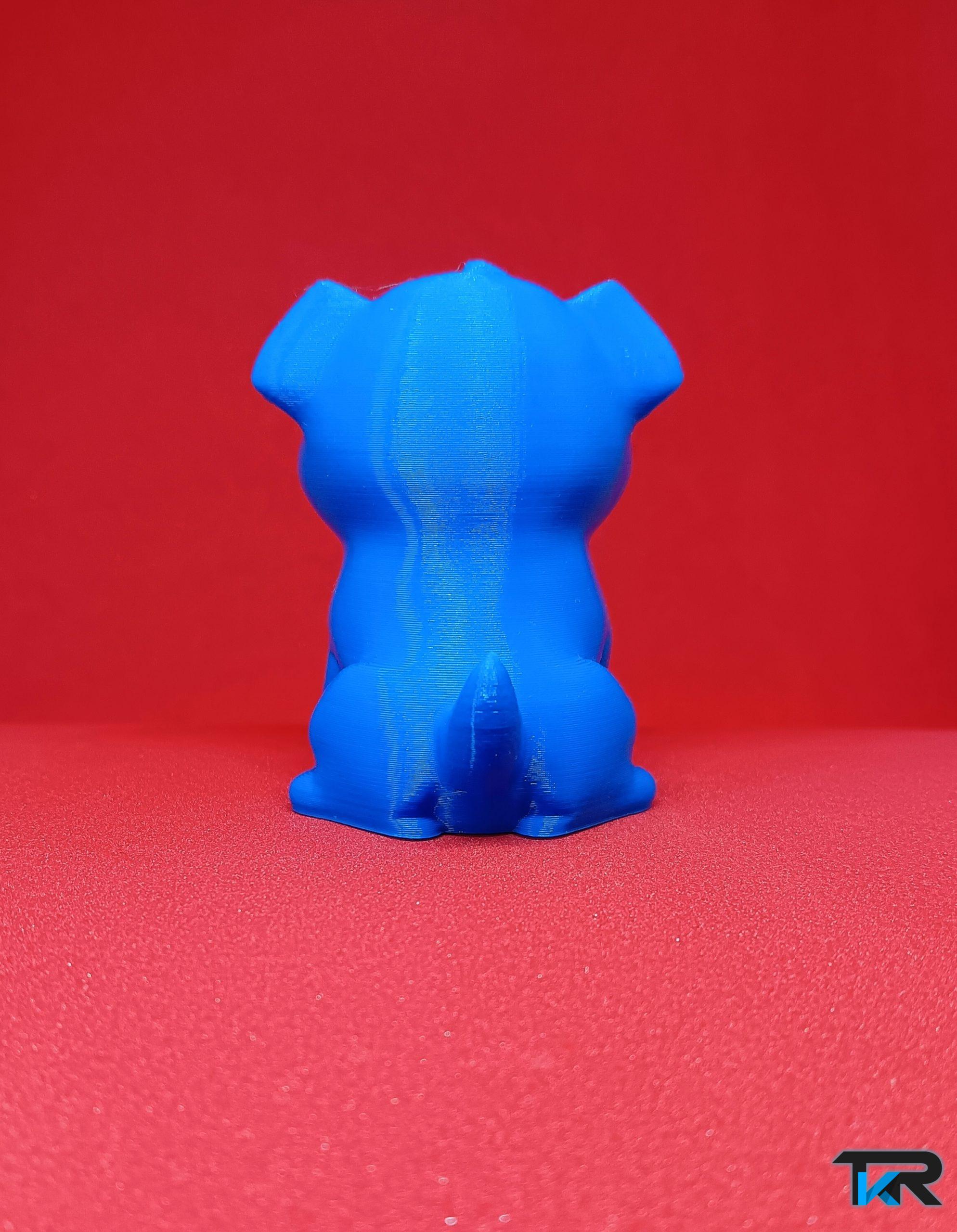


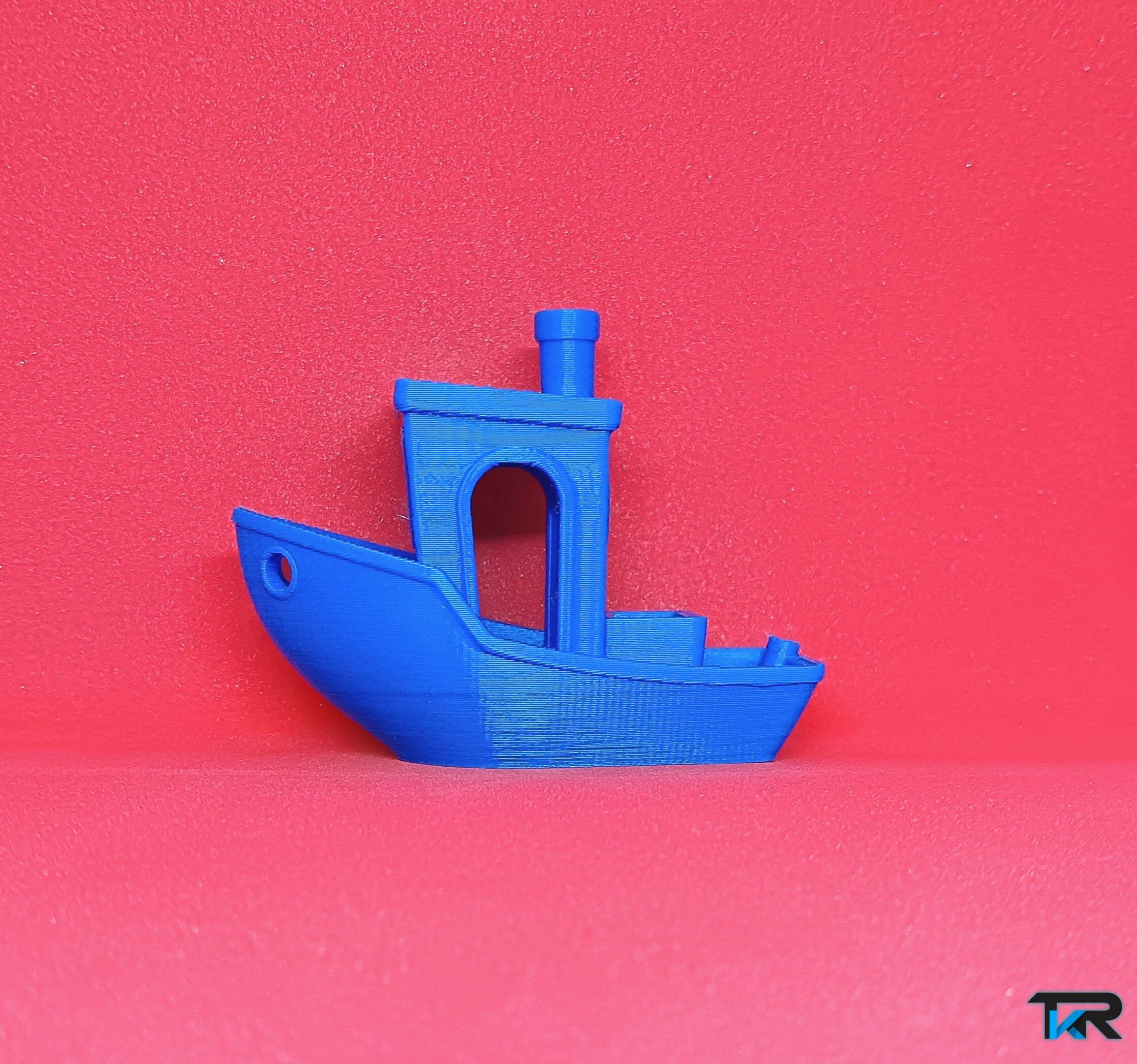

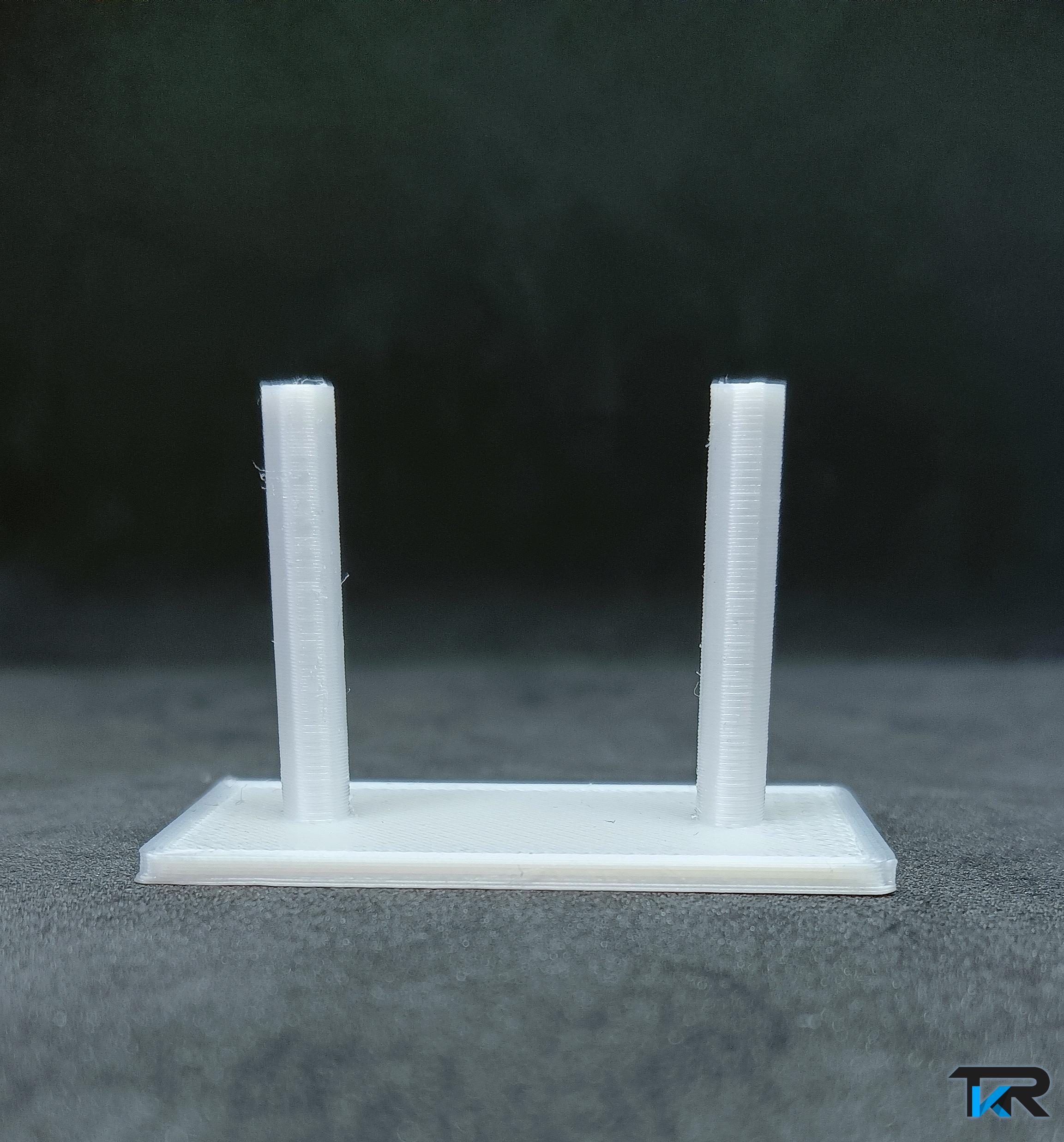
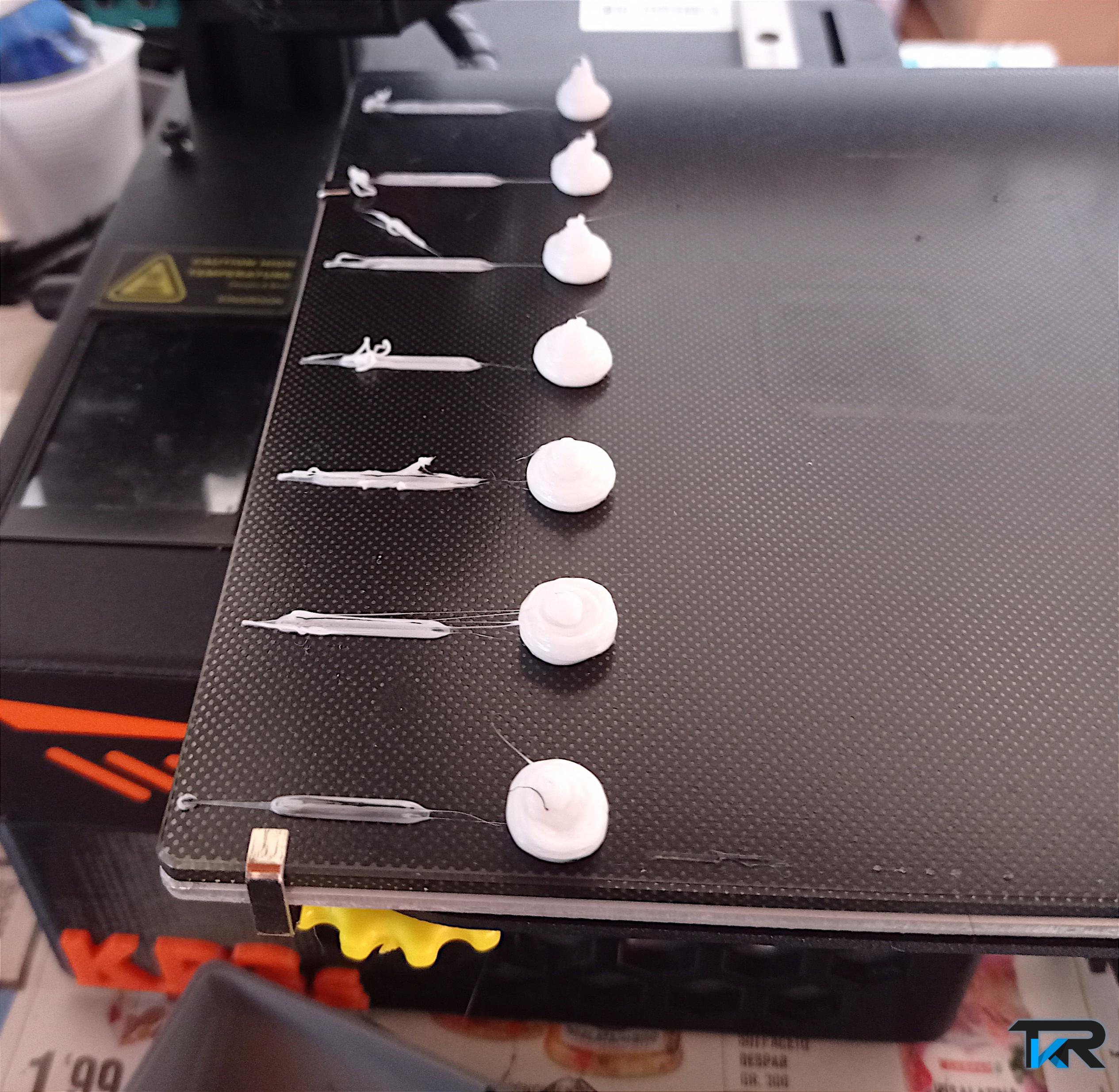
Sono state effettuate diverse stampe in PLA, di cui uno stringing test in PLA Silk. In nessuno dei test abbiamo avuto problemi di clogghing né incertezze nell’estrusione. La benchy è stata stampata abbastanza velocemente con layer a 0.2, impostando 100mm/s per le pareti esterne, 110mm/s per le interne, 180mm/s per il riempimento, con accelerazioni di 2000 e jerk 18. Anche aumentando la velocità, il chc si è dimostrato all’altezza.
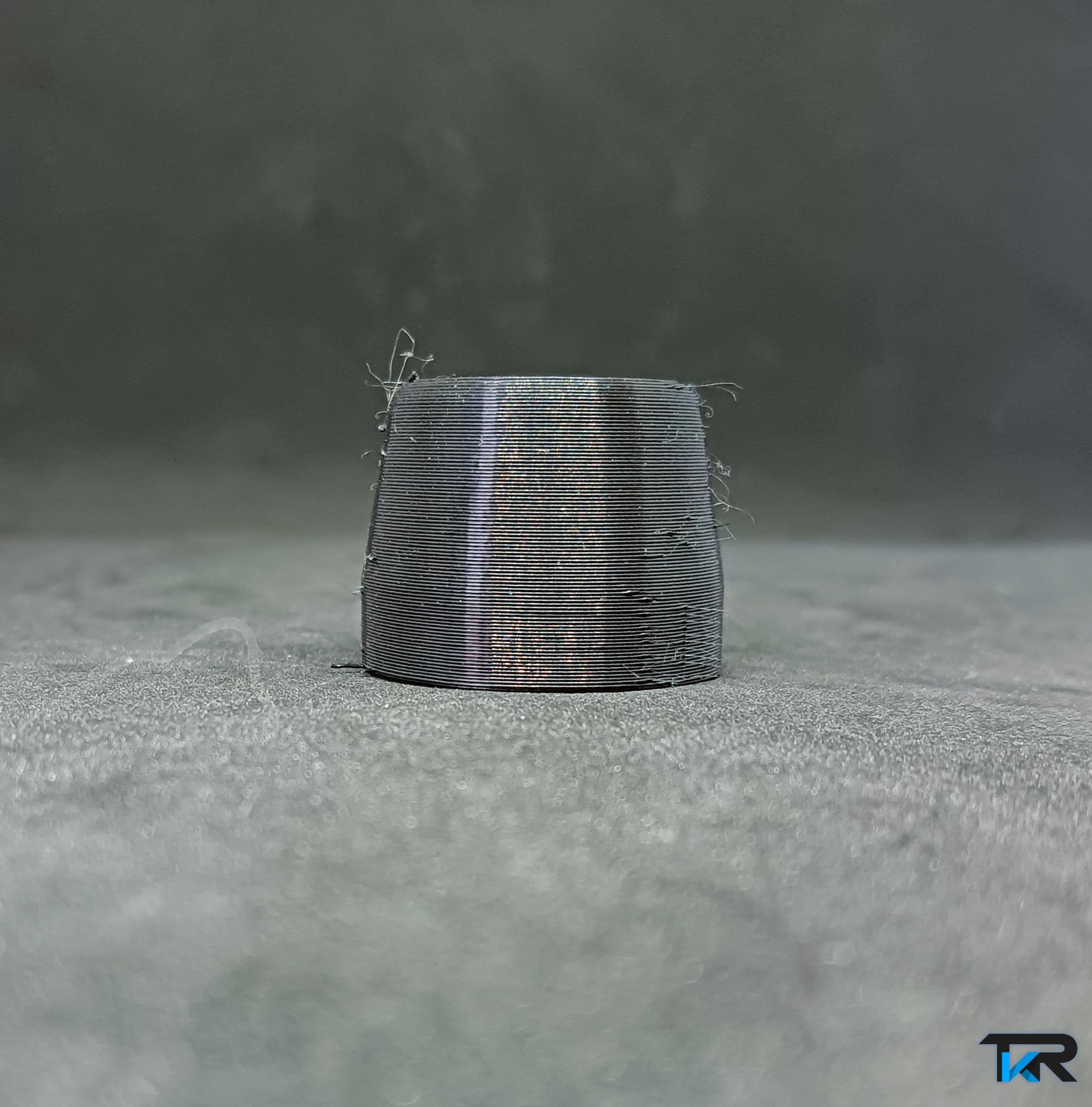
TEST FLOW
Per questo benchmark dobbiamo ringraziare CNC Kitchen (trovate il video a riguardo QUI) che ha realizzato recentemente un utilissimo tool per valutare le capacità di flusso delle stampanti. Abbiamo effettuato il benchmark a 200 e 210 gradi con il PLA usato in precedenza. Dopo un paio di benchmark abbiamo stimato che oltre i 18 millimetri cubici per secondo si inizia a riscontrare una leggera sottoestrusione, che diventa più evidente superati i 20. Tuttavia riuscire a stampare a 17-18 mm³/s è un risultato più che discreto, migliore dei v6 standard e poco sotto i volcano. Considerando la compattezza e leggerezza dell’hotend è davvero un buon risultato.
TEST PETG
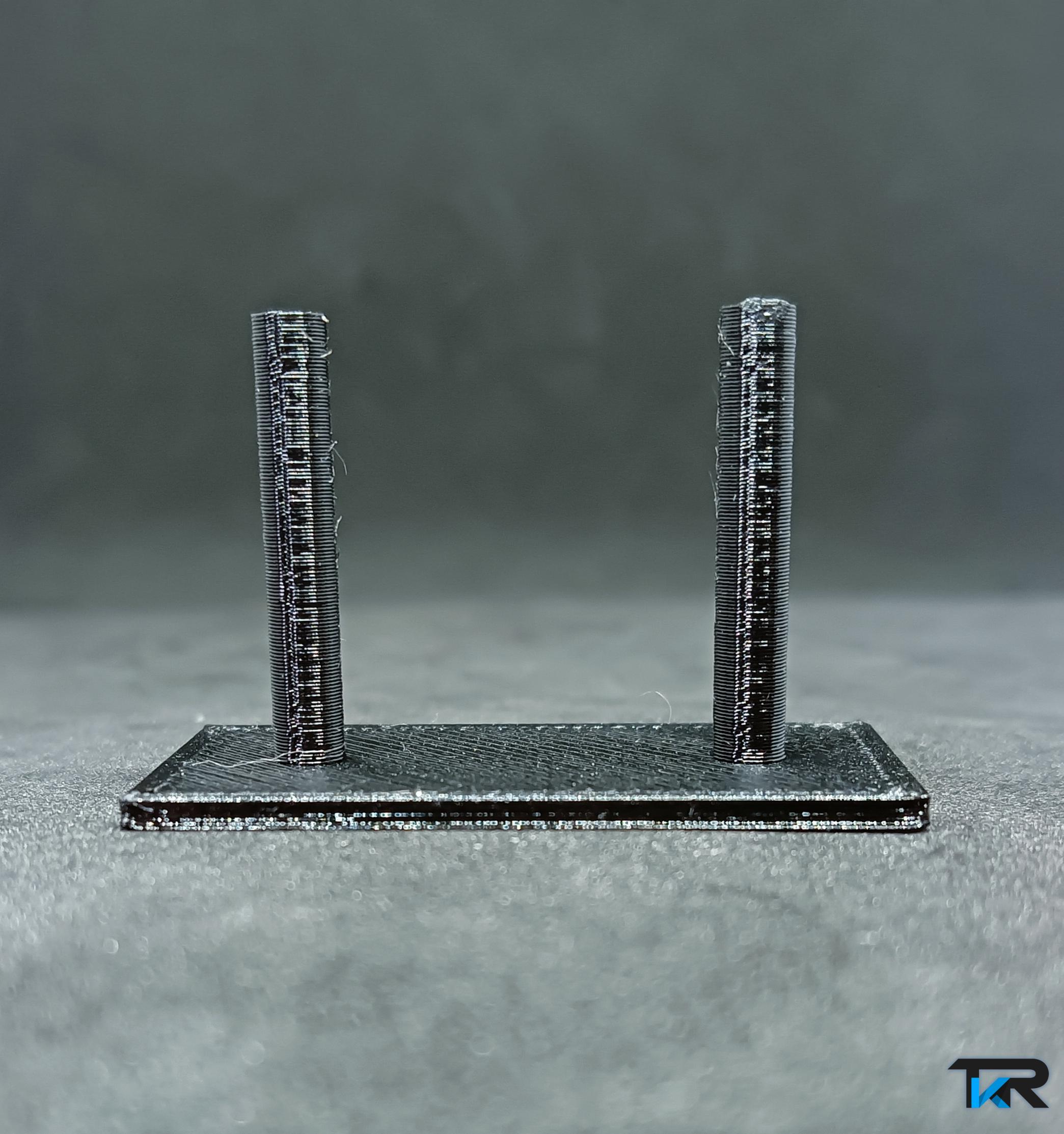
Lo stringing test col PETG è davvero ottimo, l’hotend si comporta molto bene sia relativamente alle retraction che alle cuciture.
TPU E ALCUNE CONSIDERAZIONI
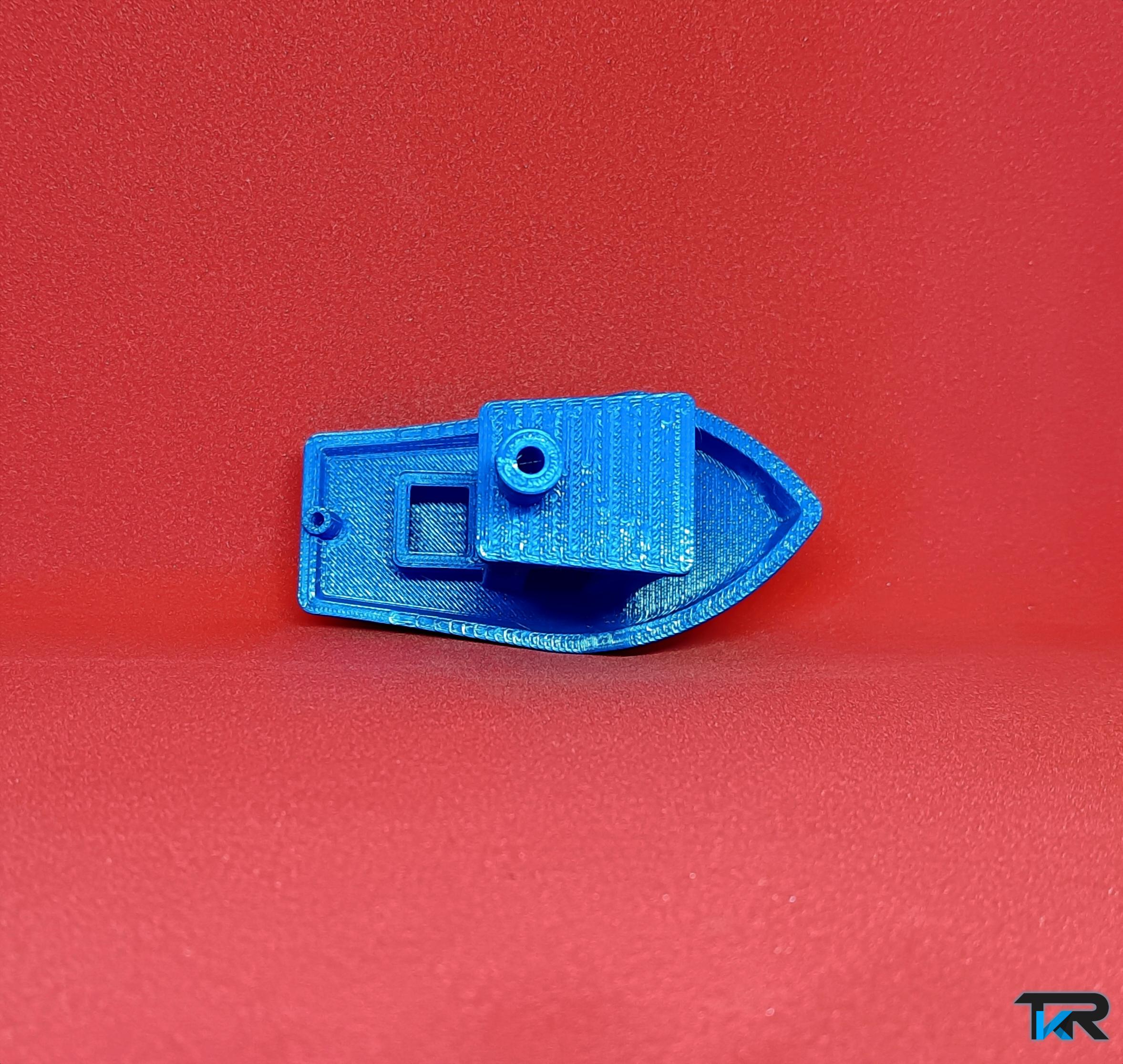
Con il TPU abbiamo avuto dei risultati piuttosto borderline ed altalenanti. Nello specifico con il SainSmart 95A abbiamo effettuato una stampa che ci è servita per la KP3s.
La stampa presenta qualche imperfezione in prossimità degli spostamenti, dovuti al fatto che abbiamo stampato 8 pezzi contemporaneamente, si tratta di difetti abbastanza tipici con il TPU quando si effettuano stampe con diversi pezzi sul piatto. Lo stringing è risultato comunque minimo durante la stampa.
Tuttavia effettuando un’altra stampa meno regolare e con alcune zone in cui la stampante era costretta ad estrudere poco filo per più tempo, abbiamo avuto problemi di clogghing. Dopo aver constatato che questo scenario si ripeteva ogni volta che la stampante si ritrovava in scenari simili, mantendendo il filo più a lungo dentro ugello e gola, abbiamo effettuato un upgrade della ventola sull’hotend. Effettivamente con il SainSmart questa sostituzione di ventola (abbiamo utilizzato una 4010 24V) ci ha consentito di evitare i problemi di clogghing, che però si sono ripresentati in varie occasioni utilizzando lo Smartfill 92A, peggiorando ultreriormente con TPU ancora più morbidi.
Avremmo potuto trarre delle conclusioni già con questi risultati, ma la curiosità ci ha spinti ad equipaggiare il CHC con una gola in titanio ed abbiamo utilizzato una Mellow.
Utilizzando la gola in titanio i problemi di clogghing con il TPU sono spariti ed abbiamo effettuato diverse stampe. Questa curiosità e questi risultati ci hanno spinti a contattare Trianglelab consigliando di dare l’opportunità all’acquirente di scegliere il tipo di gola da abbinare, rendendo possibile accoppiare l’hotend ad una gola full metal in titanio o magari anche alternative in ptfe.